
Quelle: Fraunhofer IPA/Foto: Rainer Bez
Massenreduzierte Fräswerkzeuge senken Energiekosten
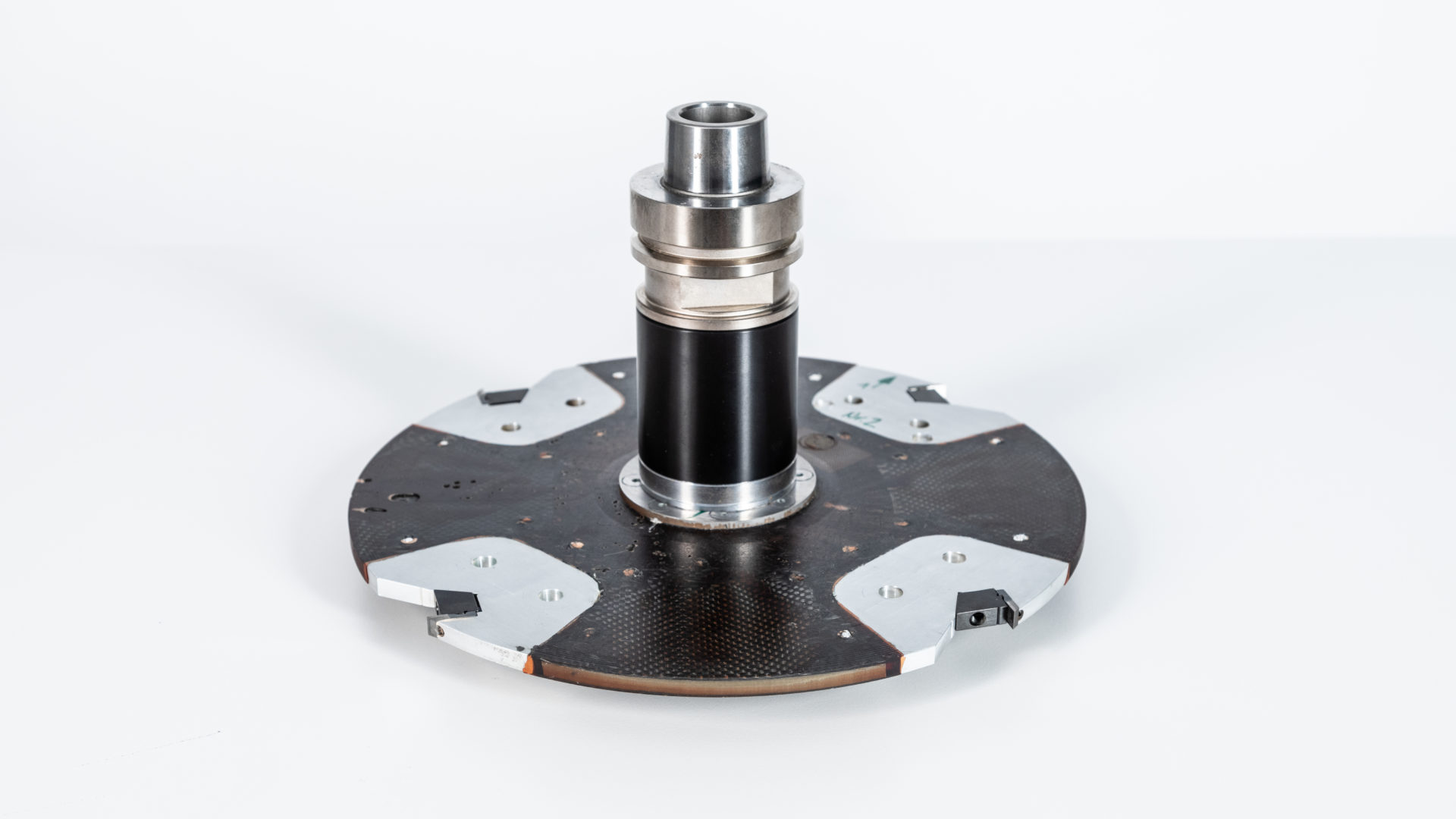
Beim Fräsprozess mit Holz werden häufig mehrere Arbeitsgänge zusammengelegt, um Zeit zu sparen. Dazu wird ein Kombinationswerkzeug mit vielen unterschiedlichen Scheibenfräsern bestückt. Entsprechend hoch ist das Gewicht – und die Energiekosten steigen. Forschern ist es nun gelungen, mithilfe von kohlenstofffaserverstärktem Kunststoff (CFK) das Gewicht der Scheibenfräser um zirka 65 Prozent zu reduzieren.
Bei der Herstellung von Fenster- oder Türrahmenprofilen werden häufig mehrere Fräswerkzeuge gleichzeitig in einer Werkzeugaufnahme verwendet. Das steigert die Produktivität des Fertigungsprozesses. Die einzelnen Scheibenfräser bestehen meist aus Stahl oder Aluminium. Aus Stahl wiegt ein einzelnes Fräswerkzeug rund drei Kilo, aus Aluminium etwa die Hälfte. Dementsprechend addieren sich neben dem Gewicht auch die Energiekosten des gesamten Kombinationswerkzeugs.
Austausch von Verschleißteilen möglich
Michael Lorenz vom Forschungsbereich Fertigungs- und Prozesstechnik am Fraunhofer IPA und Samuel Tröger von der Firma Keim Kunststofftechnik GmbH haben deshalb ein Fräswerkzeug mit einem hohen CFK-Anteil entwickelt und hergestellt, das nur noch etwa ein Kilo wiegt. CFK verleiht dem Werkzeug die nötige Steifigkeit und erhöht sogar dessen Belastbarkeit. Schnittstellenbereiche zur Maschinenspindel und der Schneidenhalter bestehen weiterhin aus metallischen Werkstoffen.
Ein 3D-Legeverfahren, das die Firma Keim Kunststofftechnik GmbH speziell entwickelt und patentiert hat, legt die einzelnen CFK-Fasern nach zuvor festgelegten Bahnen ab. Sie werden symmetrisch angeordnet, um die Prozesskräfte zu kompensieren. Dabei werden die Fasern mit einem Industrieroboter ressourceneffizient verklebt. »Das Fräswerkzeug wurde so ausgelegt, dass verschiedene Komponenten, die einem erhöhten Verschleiß unterliegen, ausgetauscht werden können«, sagt Wissenschaftler Lorenz.
Tests zeigen: CFK-Frässcheiben halten extremen Belastungen stand
In umfangreichen Testreihen hat der Wissenschaftler das neu entwickelte Werkzeug verschiedenen Belastungen ausgesetzt, um dessen Verhalten auch in Extremsituationen zu testen. Bei einer Hochgeschwindigkeitsprüfung wurde der Scheibenfräser mit einer deutlich erhöhten Drehzahl getestet. Erst bei 17 000 Umdrehungen pro Minute zeigten sich leichte Schäden. Das entspricht einer dreimal höheren Geschwindigkeit als im Praxisbetrieb üblich. »Insgesamt haben die Versuche ergeben, dass ein aus CFK gefertigtes Fräswerkzeug bessere Eigenschaften hat als herkömmliche aus Stahl oder Aluminium hergestellte Werkzeuge«, so Lorenz.
Da die Fertigung von Scheibenfräsern mit CFK-Anteil zeitintensiv ist, ist sie derzeit noch nicht für die Massenproduktion geeignet. Einzelne Produktionsschritte werden zudem noch manuell ausgeführt. Dadurch kommt es beim Herstellungsprozess des Fräswerkzeugs zu Schwankungen. Die lassen sich allerdings minimieren, wenn alle Vorgänge dereinst automatisiert ausgeführt werden. Derzeit arbeiten Lorenz und sein Projektpartner daran, den Prozess so zu optimieren, dass die wirtschaftliche Fertigung größerer Stückzahlen in einer reproduzierbaren Qualität sichergestellt wird.
Ihr Ansprechpartner
Michael Lorenz
Mitarbeiter des Forschungsteams Fertigungs- und Bearbeitungsmaschinen
Telefon: +49 711 970-1281