Maßgeschneiderte Bauteile mit lokal einstellbaren Eigenschaften
Additive Fertigung einer orthopädischen Handorthese aus Silikon (Quelle: Universität Bayreuth / Foto: Tim Grotz)
Maßgeschneiderte Bauteile mit lokal einstellbaren Eigenschaften
Die Zukunft der Additiven Fertigung liegt in der gezielten Funktionalisierung von Bauteilen. Bauteile, die an einer Stelle hart und an einer anderen flexibel sind, elektrische Signale leiten oder gezielt isolieren, eröffnen völlig neue Anwendungen – von der Medizintechnik über den Maschinenbau bis hin zur Luft- und Raumfahrt.
Die Additive Fertigung gilt heute als Schlüsseltechnologie der industriellen Produktion. Während viele Verfahren jedoch primär auf Reproduzierbarkeit und Produktivität ausgelegt sind, verfolgen Forschende vom Lehrstuhl Umweltgerechte Produktionstechnik der Universität Bayreuth sowie vom Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA einen weitergehenden Ansatz: Sie fertigen Bauteile nicht nur, sondern funktionalisieren sie.
Drei Technologien – ein gemeinsames Ziel: Funktionalisierung
Die Forschungsgruppen in Bayreuth arbeiten daran, lokal unterschiedliche Eigenschaften mit verschiedenen additiven Fertigungstechnologien zu realisieren. Dazu werden drei komplementäre additive Fertigungsverfahren gezielt weiterentwickelt:
das Laserstrahlschmelzen für hochbelastbare, funktionalisierte Metallbauteile,
das High Speed Sintering für Thermoplast-Bauteile mit graduell einstellbaren mechanischen, elektrischen oder optischen Eigenschaften und
die Fluid-Materialextrusion für flexible und selektiv elektrisch leitfähige Elastomer-Bauteile.
Damit wird ein entscheidender Schritt möglich: Bauteile können statt homogener Eigenschaften nun multifunktionale aufweisen – etwa hart an einer Stelle und flexibel an einer anderen, elektrisch leitfähig oder gezielt wärmeleitend.
Laserstrahlschmelzen: Bauteile aus lokalen Metall-Matrix-Verbundwerkstoffen oder mit lokal variierender Legierungszusammensetzung
Beim Laserstrahlschmelzen entstehen Bauteile, indem Metallpulver Schicht für Schicht mittels eines Beschichters aufgetragen und mittels Faserlaser aufgeschmolzen wird. Die Forschenden in Bayreuth erweitern dieses Fertigungsverfahren um eine entscheidende Komponente: einen nachgerüsteten Inkjet-Druckkopf, der während des Beschichtungsvorgangs keramische oder metallische Zusatzpartikel präzise an vorab festgelegten Stellen einbringt.
Durch diese lokale Partikelapplikation lassen sich Bauteileigenschaften gezielt einstellen, etwa durch die Herstellung lokaler Metall-Matrix-Verbundwerkstoffe oder eine direkt im Prozess stattfindende Legierungsbildung. So entstehen Bauteile mit maßgeschneiderten mechanischen oder thermischen Eigenschaften, beispielsweise mit erhöhter Duktilität, Verschleißfestigkeit oder Wärmeleitfähigkeit. Mögliche Anwendungsfälle sind zum Beispiel Turbinen mit lokal erhöhter Warmfestigkeit oder Turbinenräder mit lokal erhöhter Verschleißfestigkeit und Korrosionsschutz.
Laser trifft auf ein titanhaltiges Pulver und schmelzt es an genau festgelegten Stellen (Quelle: Fraunhofer IPA / Foto: Christian Bay)
Ein entscheidender Vorteil: Trotz der Erweiterung um die Partikel-Applikationseinheit wird die Produktivität des Fertigungsprozesses nicht beeinträchtigt: Der Inkjet-Druckkopf wird so integriert, dass der Applikationsprozess zeitparallel zum Auftragen der Metallpulverschicht erfolgt und so die Fertigungszeit nicht erhöht wird.
Der Impeller, ausgelegt zur Förderung von Wasser, wurde an den Flanken seiner Schaufeln funktionalisiert, um gezielt die Strömungseigenschaften sowie die Verschleiß- und Korrosionsbeständigkeit zu verbessern. Als funktionalisierende Materialien kommen insbesondere hochharte Keramikschichten wie Siliziumcarbid (SiC) und Wolframcarbid (WC) zum Einsatz. (Quelle: Fraunhofer IPA / Grafik: Alexander Mahr)
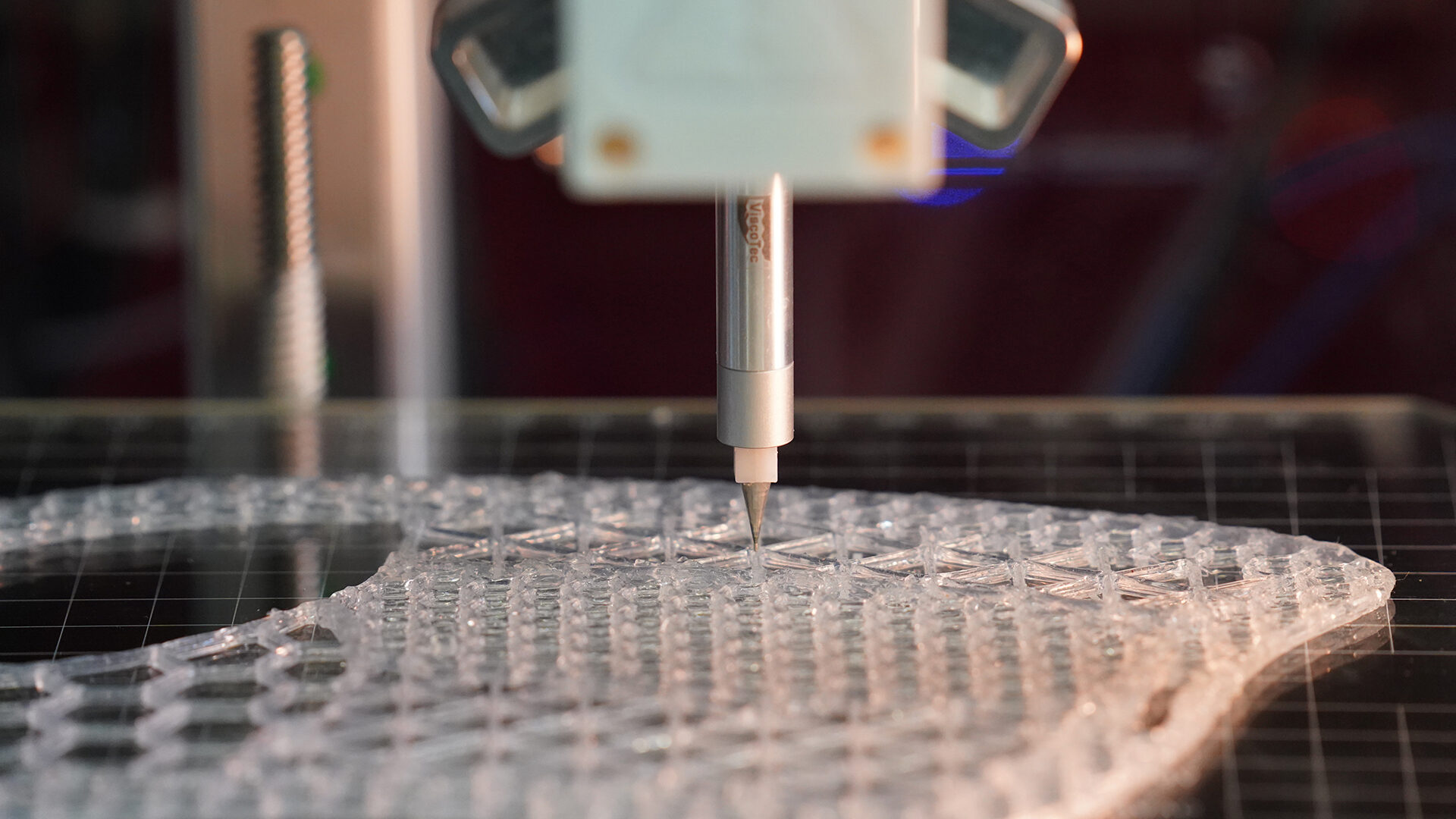
High Speed Sintering: Funktionalität durch lokale Anpassung der Tintenauftragsmenge
Im High Speed Sintering wird Polymerpulver Schicht für Schicht selektiv mittels Inkjet-Druckköpfen mit infrarotabsorbierender Tinte bedruckt sowie mithilfe eines Infrarotstrahlers belichtet und gesintert. Durch eine gezielte Variation der Tintenauftragsmenge kann das Material lokal unterschiedlich stark erwärmt und damit die Sinterung gezielt beeinflusst werden.
Das Ergebnis sind Monomaterialbauteile mit fein einstellbaren mechanischen Eigenschaften, wobei sowohl sprunghafte als auch kontinuierliche Übergänge von beispielsweise weich zu hart möglich sind – ideal für Dämpfungselemente, flexible Scharniere oder absorbierende Strukturen. Damit eignet sich das Verfahren besonders für funktionale Serienbauteile mit lokal abgestimmtem Verhalten, etwa für Faltenbälge, Dichtungsprofile, Maschinenfüße oder gar Schuhsolen und orthopädische Bauteile.
Zusätzlich ermöglicht das High Speed Sintering die Einstellung der optischen Eigenschaften, etwa der Transluzenz. Dadurch wird es möglich, Bauteile in einem Fertigungsprozess zu erzeugen, die nur an bestimmten Stellen Licht durchlassen – relevant für Lichtleiter, Signalelemente oder eingebettete Sensorik.
Fertigung eins Musterbauteils per High Speed Sintering (Quelle: Fraunhofer IPA / Foto: Christian Bay)
Lüftergrill eines Autos mit lichtdurchlässigen Elementen, gefertigt mit dem High Speed Sintering (Quelle: Fraunhofer IPA / Foto: David Förster)
Additiver Türgriff mit transluzenten Elementen (Quelle: Fraunhofer IPA / Foto: Marco Wimmer)
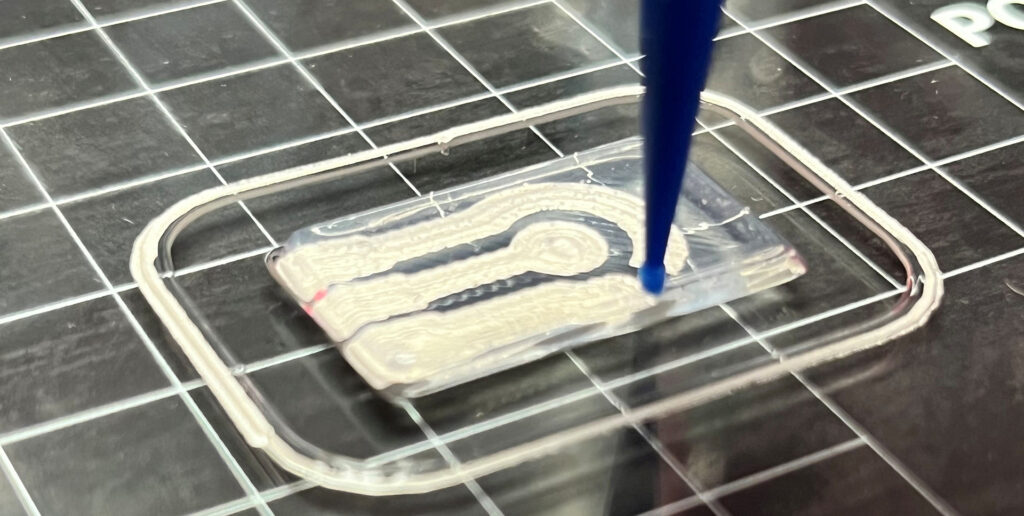
Fluid-Materialextrusion: Flexible Elastomerbauteile mit lokal einstellbarer elektrischer Leitfähigkeit
Bei der Fluid-Materialextrusion werden flüssige oder pastöse Ausgangswerkstoffe, wie Silikone, Polyurethane oder Epoxidharze, mittels einer Extruderdüse aufgetragen. Durch das gezielte Mischen mehrkomponentiger Materialsysteme oder die Kombination verschiedener Elastomere lassen sich Festigkeit, elektrische Leitfähigkeit und Dämpfungsverhalten gezielt einstellen. So entstehen Bauteile, die gleichzeitig flexibel sind und elektrisch leitfähige Strukturen beinhalten können. Anwendungen reichen von funktionalen Dichtungen über flexible Elektronik bis hin zu hochbelastbaren, individuell abgestimmten Silikonbauteilen.
Additive Fertigung eines Widerstandssensors mit leitenden (grau) und isolierenden (weiß) Eigenschaften (Quelle: Fraunhofer IPA / Foto: Johann Schorzmann)
Funktionalisierung als Schlüssel für die Produktion von morgen
Bei den drei Fertigungstechnologien wird derselbe übergeordnete Ansatz verfolgt: Bauteile sollen nicht nur additiv gefertigt, sondern funktionalisiert werden. Dadurch lassen sich folgende Potenziale erschließen:
Effizientere und wirkungsgradoptimierte Bauteile
Höhere Funktionsintegration
Direkte Integration von Sensorik und elektrische Signalverarbeitung
Nachhaltigere und langlebigere Produkte
Reduktion von Einzelkomponenten und Montageschritten durch Multifunktionsbauteile
Die Forschenden des Lehrstuhls Umweltgerechte Produktionstechnik der Universität Bayreuth und der Projektgruppe Prozessinnovation des Fraunhofer IPA zeigen damit, wie die Additive Fertigung klassische Produktionsansätze transformieren kann – weg von homogenen Bauteileigenschaften und hin zu maßgeschneiderten, funktionsoptimierten Bauteilen, die in einem einzigen additiven Prozess hergestellt werden.
Anwenderforum Additive Produktionstechnologie
Am 28. und 29. April 2026 wird Stuttgart zum Zentrum des 3D-Drucks in Süddeutschland. Gemeinsam mit weiteren Forschungspartnern wie dem Fraunhofer IGB, dem Fraunhofer IAO, dem Deutschen Zentrum für Luft- und Raumfahrt (DLR) und der Universität Stuttgart bietet das zweitägige Event eine Plattform für aktuelle und zukünftige Trends in der Additiven Fertigung. Die Veranstaltungsreihe wird in Zusammenarbeit mit der Konradin Mediengruppe ausgerichtet.
Ihr Ansprechpartner
Alexander Mahr
Mitarbeiter im Forschungsteam Additive Prozesse für innovative Materialien
Telefon: +49 921 78516-228